Как паять пластиковые трубы для водопровода
Соединение полимерных водопроводных труб в единую магистраль осуществляют двумя способами: с помощью стыковочных элементов (фитингов) или методом пайки. Последний вариант экономичнее – не нужно покупать дополнительные детали. Но он требует специнструмента. Если знать тонкости сварки, правильно спаять пластиковые трубы для домашнего водопровода реально своими руками, без привлечения специалистов. Это также сэкономит семейный бюджет.
- Инструменты для выполнения работ
- Меры безопасности
- Особенности спайки водопроводных труб
- Последовательность сварочного процесса
- Пайка в труднодоступных местах и углах
- Возможные ошибки
Инструменты для выполнения работ

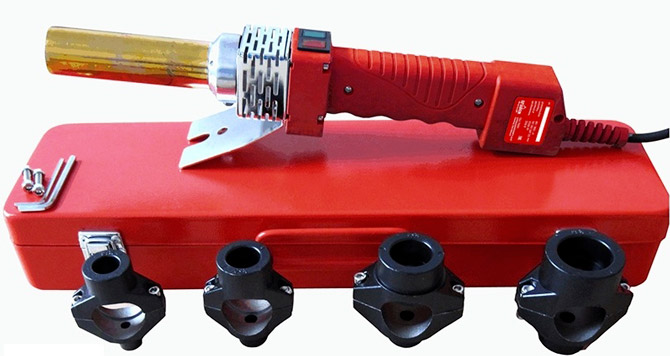
Паяльный утюг для пластиковых труб
Для соединения пластиковых и пропиленовых элементов применяется метод термической диффузии – сплавление при нагревании специальным паяльником. Он отличается от простого инструмента для пайки тем, что там используются не медные электроды, а стальные насадки. Они закрепляются в отверстиях на нагревательном элементе паяльника. Регулирование температурного режима осуществляется с помощью терморегулятора, расположенного на корпусе.
Для проведения работ с трубными элементами из полиэтилена или полипропилена дополнительно потребуются:
- измерительные приборы – рулетка, линейка, угольник, уровень;
- специализированные ножницы или труборез;
- обезжиривающая жидкость.
Дополнительно стоит подготовить мелкозернистую наждачную бумагу или тонкий напильник. Они помогут сделать срезы идеально гладкими.
Меры безопасности
Работая с паяльником, нужно следовать технике безопасности. Ее несоблюдение негативно повлияет на качество спайки и может стать причиной травм и ожогов.
Соблюдайте следующие правила:
- Горячий паяльник ставьте только на подставку.
- Для защиты рук от ожогов пользуйтесь перчатками.
- Работы проводите в хорошо проветриваемом помещении, ведь полимерные материалы при нагревании выделяют вредные вещества.
Насадки имеют тефлоновое покрытие, позволяющее избежать появления нагара. По завершении каждого сварочного процесса оставшийся полимер нужно удалять с помощью деревянной лопаточки. Не допускается чистка остывших насадок, поскольку это может привести к повреждению покрытия и поломке паяльника.
Особенности спайки водопроводных труб

Разъемная полипропиленовая муфта
Перед тем как начать работу, нужно выбрать подходящую технологию. Для соединения применяют три способа пайки:
- Муфтовый. В этом случае используются муфты, вводимые между стыкуемыми деталями. Особенность процесса – нагреваются лишь сами элементы соединения. Обычно метод применяется для труб с небольшим и средним сечением.
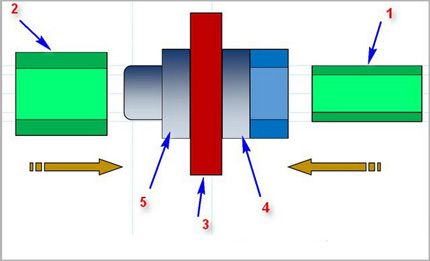
- Раструбный. Используются насадки различных диаметров. Торцы деталей обрезаются под углом 90 градусов и зачищаются, а затем вставляются в насадку соответствующего сечения. В ходе спайки торцы двух элементов нагреваются, плавятся и соединяются. После стыковки детали нельзя проворачивать.
- Стыковой. Одновременно провариваются торцы двух сегментов по всей плоскости. Применяется для соединения труб большого размера — диаметром более 5 см и толщиной стенки от 0,4 см.
Если необходимо спаять армированные трубы, потребуется специальный инструмент — шейвер. Он нужен для очистки трубы от алюминия, который спрятан под верхним полимерным покрытием. Далее сварка труб осуществляется по стандартному способу.
Иногда на участке трубопровода требуются детали с резьбой. Такой фитинг можно припаять к стыку подходящей трубы. Работы по спаиванию труб нужно выполнять лишь при плюсовой температуре окружающей среды.
Последовательность сварочного процесса
Вначале нужно подготовить сами трубы. Их делят на отрезки необходимого размера, выравнивают и шлифуют торцы, протирают места стыков обезжиривающей жидкостью.

Паяльник устанавливают на ровной поверхности, закрепляют на нем насадки с полимерными деталями: одну или несколько. Стандартные аппараты позволяют выставить насадки для двух труб и двух муфт одновременно, что ускоряет процесс сборки конструкции.
Используя терморегулятор, подбирают нужный нагрев, учитывая разницу этого показателя для полимеров. Уточнить, какие конкретно трубы вы паяете, можно по маркировке на самом изделии. Для полипропиленовых и поливинилхлоридных труб (ПП и ПВХ) нагрев ведут до 260 градусов, для полиэтиленовых (ПНД) – до 220 градусов. Разогретые элементы соединяют друг с другом, вставляя трубу в раструб, муфту либо состыковав торцы отрезков.
Продолжительность плавления после доведения до требующегося температурного режима определяется в зависимости от сечения:
| Диаметр изделия (мм) | Время нагревания до необходимой температуры (сек) | Период спайки (сек) | Время охлаждения (мин) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
После того как стык остыл, проверьте правильность выполненной работы. Герметичность спаянного отрезка проверяется продувкой и пропуском воды. Если шов соединения сделан некачественно, место спайки обрезается, и сварочные работы проводятся снова.
Пайка в труднодоступных местах и углах

Запаивание проблемных мест промышленным феном — временная мера
При необходимости трубы можно спаять под углом. Для этого используются специальные угловые муфты. Угольником контролируют градус сгиба. Приобретайте изделия одного производителя, это позволит обеспечить высокую адгезию соединяемых элементов.
Сварка в труднодоступных местах для непрофессионала сложна. При работах под потолком паяльный аппарат придется вешать на крюк. Иногда требуется заменить деталь в уже действующем водопроводе: при повреждении, через которое капает вода, либо сильном засоре. Проще всего припаять резьбовые фитинги в тех местах, где это сделать удобно, и уже на них посадить участок трубы.
Можно запаять полипропиленовую трубу, если через мелкую трещину капает вода, способом кустарной сварки. Разрыв закрывается материалом, из которого сделана труба. К дефектному месту прикладывается раскаленный гвоздь или отвертка. Расплавленным полимером замазывается пробоина. Но это временный вариант, поврежденный участок все равно потребуется заменять.
Ненадолго полимерное изделие можно запаять с помощью промышленного фена. Нагревается место стыка до размягчения материала. На трубу накладывается хомутик и туго затягивается.
Возможные ошибки

Частые ошибки, приводящие к появлению бракованных узлов в ходе работ по сборке трубопровода из полимеров:
- работа с неочищенными срезами;
- неровность стыковочных частей;
- неточное совмещение соединяемых элементов;
- слишком большое усилие при состыковке;
- неполное вставление трубы в фитинговое соединение;
- малый либо чрезмерный нагрев свариваемых деталей;
- присутствие армирующего слоя;
- изменение положения элементов после остывания пластика;
- использование паяльника с насадками, загрязненными полимером;
- очистка остывших насадок и последующее использование деталей с поврежденным тефлоновым слоем.
Порой на материалах высокого качества сильный перегрев не дает зрительных внешних дефектов. Но при этом имеется внутренняя деформация, когда разогретый пластик перекрывает внутренний проход. Это приводит к быстрому засорению и блокировке течения воды.
Кроме горячей спайки используется способ холодной сварки. Методика подразумевает применение в качестве активного паяльного компонента специального растворителя, который размягчает структуру полимера. В силу сложности метод не снискал большой популярности.
Как правильно паять медные трубы: технология пайки своими руками, инструменты, основные ошибки
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
- Технология пайки медных труб
- Высокотемпературная пайка
- Низкотемпературная пайка
- Набор для пайки медных труб
- Припой и флюс
- Горелка
- Паяльник
- Сопутствующие материалы
- Как правильно паять медные трубы, пошаговая инструкция
- Подготовка соединения
- Нанесение флюса
- Пайка
- Техника безопасности при пайке труб из меди
- Основные ошибки
- Пайка медных труб своими руками видео
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
 Оборудование для пайки медных труб
Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
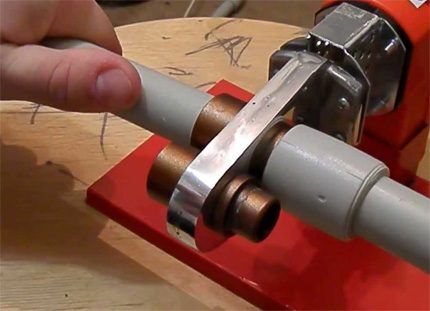
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.  Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Как правильно паять пластиковые трубы своими руками
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
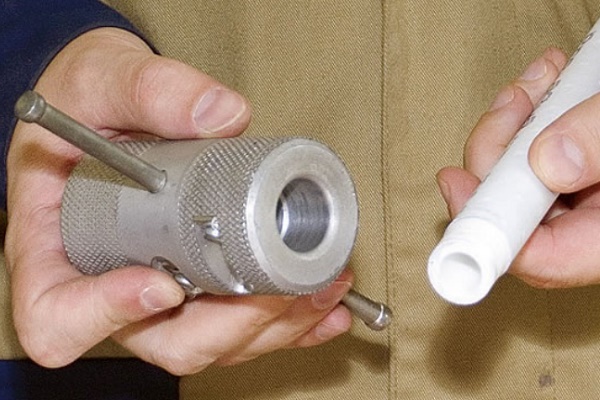
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
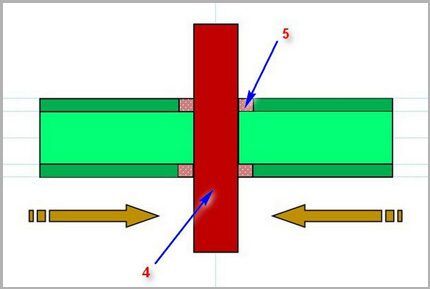
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
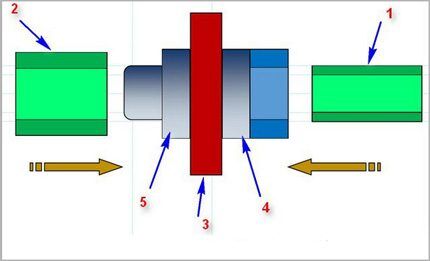
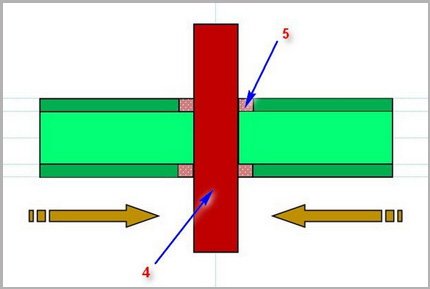
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.

Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как правильно проводится соединение (пайка) медных труб?
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
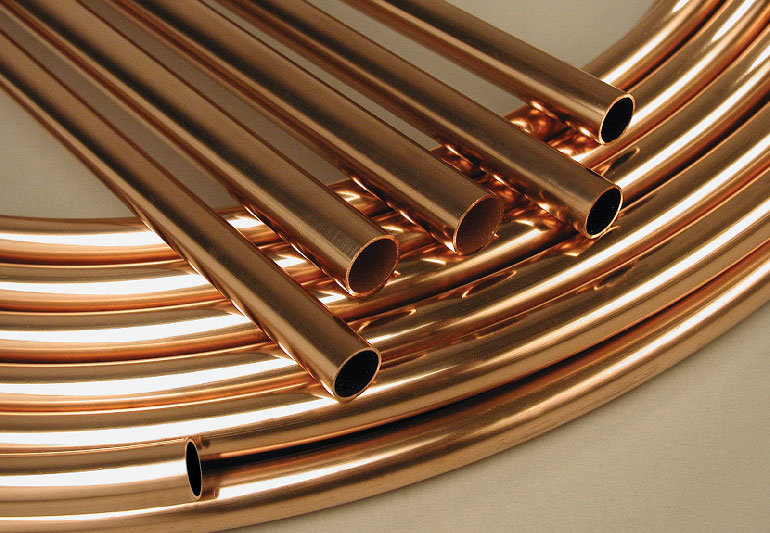
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.
Способы соединения труб из меди
Монтаж медных коммуникаций можно осуществлять при помощи пайки или с использованием специальных обжимных фитингов. Привычные сварочные работы не используют, поскольку материал мягкий, легко деформируется. Собрать всю коммуникацию на обжимных фитингах можно, но долговечность её будет под большим вопросом.
Пайку медных труб проводят двумя способами:
- при низкой температуре – 250-300 градусов;
- при высокой температуре – более 450 градусов.
Разная температура пайки предполагает использование разного припоя. Высокотемпературная пайка справляется с расплавлением твёрдых припоев, содержащих медь или серебро. Обязательна эта технология к использованию при починке или монтаже холодильного оборудования, в промышленных трубопроводах. К монтажу бытовых коммуникаций жёстких требований по использованию методов соединения меди нет.
Обратите внимание! Низкотемпературная пайка запрещена к использованию в монтаже газового оборудования или проведении газовых коммуникаций.
Низкотемпературная пайка позволяет использовать только мягкие сплавы в качестве припоя. Это не влияет на качество и долговечность соединения, если коммуникации эксплуатируют при температуре теплоносителя не выше 130 градусов и без давления.
Пайка труб из меди – технология процесса
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.

Инструменты и материалы
Для подготовки трубы и проведения пайки соединения могут понадобиться:
- Труборез – для нарезания необходимых фрагментов трубных материалов. Для качественного соединения медных деталей использование профессионального трубореза крайне важно – он позволяет отрезать материал без его деформации.
- Газовая горелка с узконаправленным пламенем – то, при помощи чего осуществляется нагрев места соединения, непосредственно пайка. Принципиально важно чтобы горелка была оснащена функцией автоподжига. Лучше купить недорогую горелку с пьезозажигалкой, чем брендовую модель без этой системы.
- Если монтаж будет проводиться в помещении, где запрещено использование открытого пламени, то приобретите электрический паяльник для пайки медных труб. Его можно использовать при любом виде пайки.
- Труборасширитель (экспандер), если вы собираетесь обойтись без фитингов. Этот инструмент позволяет расширить диаметр трубы для соединения в раструб. Кроме этого расширитель используют для поднятия и загиба наружу кромки просверлённого отверстия. Такой приём применяют при необходимости сделать отвод на патрубок меньшего диаметра.
- Трубогиб или иное приспособление для безопасного изменения конфигурации трубы. Актуально для отожжённых материалов.
- Железный ёршик для шлифовки внутренней части трубы (отрезанного фрагмента) от заусениц.
- Наждачную бумагу для зачистки внешней стороны соединения от заусенец
- Для разметки будущих коммуникаций дополнительно будут нужны: маркер, линейка, уровень.
Пайка предполагает использование припоя и флюса – расходных материалов. Полный список необходимого выглядит так:
- припой, в зависимости от выбранного метода;
- флюс для обезжиривания и подготовки места соединения к качественному монтажу;
Припой для меди представляет собой сплав олова с небольшим количеством более благородных , твёрдых металлов.
Обратите внимание! Температура плавления припоя должна быть существенно ниже таковой для основной трубы и фитингов.
Флюс – это химически агрессивное соединение, которое очищает «зону деятельности» паяльника от окислов, следов жира. Купить его можно в удобной упаковке, где кисточка вделана в крышку. Производители предлагают пастообразный и жидкий флюс.

При выборе флюса руководствуйтесь тем соображением, что использовать его следует крайне аккуратно, в минимальных количествах. Излишки флюса удаляйте как можно более полно – оставшееся в зоне соединения агрессивное вещество, способно быстро привести в негодность соединение.
Подготовка
Подготовительный этап включает в себя:
- нарезание трубных сегментов согласно проекту;
- зачистку внешней и внутренней стороны среза от неровностей, заусенец, возможного налёта;
- расширение внутреннего диаметра принимающего отрезка;
- обработка флюсом контактирующих объектов.
Обратите внимание! Качественное проведение подготовки определяет крепость будущего трубопровода.
Пайка
Соединение медных деталей происходит всегда внахлёст. Рекомендуемая глубина раструба должна быть не менее 5 мм. Идеальная должна один в один совпадать с диаметром соединяемых частей.
Уникальность пайки медных труб заключается в том, что он основан на капиллярном эффекте, который возникает в узких щелях. Говоря простым языком, расплавленный припой автоматически втягивается в зазор между стенками и равномерно распределяется по всему объёму.

Обратите внимание! Капиллярный эффект работает только если зазор составляет от 2 до 4 мм.
- Части соединения вставляют одно в другое.
- Включают горелку на полминуты и подносят припой. Горелку держат одной рукой, припой – другой.
- Припой растекается и автоматически (благодаря капиллярному эффекту) заполняет собой объем между стенками. Пайка завершена.
- Изделие оставляют остывать при комнатной температуре.
Обратите внимание! Запрещено ускорять процесс остывания холодной водой или обдувом. Это снижает прочность соединения.
Возможные ошибки
Несмотря на простоту процесса пайки, новички совершают промахи, ведущие к резкой потере качества соединений.
Избегайте следующих моментов:
- Детали небрежно зачищены и обезжирены. Попадание грязи и посторонних частиц в припой существенно снижает качество работы.
- Недостаточный нахлест деталей. При малом нахлесте площадь соединения будет мала для безупречного «удержания» сегментов.
- Недостаточное или избыточное нанесение флюса. Флюс должен покрывать детали равномерным, но тонким слоем – так, чтобы его излишки не появлялись наружу.
- Перегрев. При перегреве флюс обгорает, образуя окалину и налёт оксида на поверхности трубы или фитинга. Горелку следует держать только до первого потемнения флюса.
- Недостаточный нагрев. Флюс расплавится, но не образует нужной сцепки.
- Несоблюдение техники безопасности. Проведение работ без защитной одежды приводит к травмированию.
Пайка полипропиленовых труб своими руками: правила монтажа, советы, ошибки
Старые трубы, отслужившие свой век, рано или поздно приходится менять каждому хозяину. Одними из достойных противников массивным чугунным или металлическим изделиям не так давно стали легкие и надежные полипропиленовые трубы. Не самая последняя причина популярности данного материала — возможность самостоятельного монтажа. Пайка полипропиленовых труб своими руками не настолько сложна, чтобы домашний мастер не мог с ней справиться в одиночку, однако каждая работа требует как своего инструмента, так и определенных знаний. Понимание того, с чем придется столкнуться на практике, поможет избежать многих ошибок, неизбежно подкарауливающих каждого новичка.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Меньшая температурная деформация (в три-пять раз) армированных моделей — причина, по которой их рекомендуют для прокладки труб ГВС. Последние полипропиленовые изделия (PN 25) чаще покупают для монтажа отопительных систем, а также для подключения таких трубопроводов к металлическим.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Прямой (стыковой) метод
Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Паяльные инструменты, материалы

Сварочный аппарат (паяльник) — предмет первой необходимости. Основа бытовых нагревательных приборов — плоский массивный элемент, предназначенный для установки насадок (металлических болванок — комплектов «муфта-дорн») различного диаметра, количество их — 2-3.
Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.
Некоторые из моделей оснащают термостатами для поддержания оптимальной температуры, это будет «платным бонусом» для любого мастера. Если покупать аппарат большого смысла нет, то прибор можно арендовать.
Кроме устройства для пайки мастеру понадобятся:
- ножницы — труборез для полипропилена;
- карандаш, рулетка, угольник;
- торцеватель-фаскосниматель — для удаления внутреннего армирования;
- шабер (иначе шейвер) — для «избавления» от внешнего его слоя;
- ветошь и обезжириватель: изопропиловый либо этиловый спирт.
Болгарка или ножовка в этом случае — вариант не из самых лучших, так как поверхность получится неровной. Шаберы и торцеватели бывают не только ручными, но и механизированными — предназначенными под дрель. Последние модели хороши для больших объемов, однако они требуют от мастера некоторого опыта. Любая работа с серьезным высокотемпературным оборудованием требует присутствия толстых перчаток.
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие. В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице.
Подготовка изделий

В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
- Полипропиленовые трубы разрезают труборезом. Если производят пайку армированных изделий, то шейвером либо торцевателем удаляют алюминиевый слой. Не следует сразу делать заготовки для всех участков, потому что в процессе работы почти всегда возникает необходимость коррекции длины некоторых элементов.
- Обрабатывают те поверхности (внутреннюю, внешнюю) деталей, которым предстоит соприкасаться. С ролью обезжиривателя хорошо справляется даже спиртовая салфетка. В дальнейшем эти участки руками уже не трогают. Данный этап позволит не только получить качественный шов, но и убережет насадки от быстрого появления нагара.
- На обоих элементах карандашом размечают границы для соединений — длину свариваемого пояса. На трубе метка нужна в любом случае, на второй детали — если крайне важен угол относительно оси.
Нагрев полипропилена

На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°. Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут. Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.
- Трубу и соединительный элемент вводят одновременно: первую, до отметки, в муфту, вторую — в дорн.
- После выполнения этой операции засекают время прогрева, разное для каждого диаметра. Любая передержка станет причиной деформации изделия.
- По истечению срока обе детали, слегка проворачивая, вынимают из нагревательных элементов, быстро вставляют друг в друга, мгновенно корректируют соостность (1-2 секунды), затем заводят до отметки. На этом этапе проворачивать детали уже недопустимо. В противном случае грозит неравномерное распределение пластмассы, о оно чревато нарушением целостности шва.
- Удерживают соединение до его остывания, не допуская ни малейшего смещения.
- К тесту системы приступают спустя 1-2 часа.

Есть некоторые примечания к приведенной таблице:
- при пайке тонкостенных труб PN 10 время их прогрева сокращают наполовину, а сопрягаемую деталь греют «по правилам», ориентируясь на таблицу;
- в холодном помещении (на улице), где температура ниже отметки в 5°, время прогрева увеличивают вдвое.
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.
Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
«Полевые» испытания системы
После того как закончен монтаж системы, а также подключена вся сантехника, начинают самую ответственную операцию — гидравлические испытания. Согласно строительным нормам, необходимо давление, в 1,5 раза превышающее максимальное рабочее.
В бытовых условиях систему просто продувают напором воды. Перекрыв подачу, все соединения внимательно осматривают. Продолжительность такого контроля протечек рекомендуют делать в течение 15-30 минут, не менее.
Как избежать потенциальных ошибок?

Неспешная, продуманная до мелочей, работа в удобных условиях — хороший шанс избежать самых неприятных ошибок, грозящих переделками либо покупкой нового материала. В первом случае придется удалять дефектный участок, затем снова повторять операцию. Результатом станет увеличение количества швов на магистрали. Поэтому в пайке полипропиленовых труб мелочей нет, заранее учесть необходимо абсолютно все.
Чаще всего выявляются несколько нарушений технологии пайки полипропиленовых труб.
- Пропускают этап обезжиривания свариваемых поверхностей. Некоторые и вовсе считают его лишним. Однако даже крохотные капли воды становятся причиной снижения качества шва: материал становится пористым.
- Не до конца углубляют трубу в фитинг либо, наоборот, слишком сильно заводят ее в элемент, из-за чего внутри образуется крупный шов, затрудняющий ток воды.
- Нарушают продолжительность прогрева: чрезмерная длительность и короткое время одинаково опасны. В обоих случаях пострадает качество шовного соединения.
- Делают недостаточный длинный срез арматурного слоя на торцах изделий, либо удаляют его не полностью. В последнем случае полипропилен не сможет обезопасить металл.
- Корректируют шов после рекомендованного времени, не обеспечивают его неподвижность во время застывания. О надежности такого соединения говорить уже не приходится.
- Торопятся открывать воду, хотя рекомендуется делать проверку спустя час или два после монтажа полипропиленовых труб. Это время необходимо для восстановления молекулярной структуры полимерного материала.
- Покупают качественный материал, но от разных производителей. В этом случае вина в разном химическом составе, а значит, в отличающихся технических характеристиках изделий.
- Не очень корректно делают срез, который в идеале должен составлять ровно 90°.
Нельзя сказать, что пайка полипропиленовых труб своими руками — суперлегкая операция. В любом деле опыт имеет огромное значение, а в тех работах, что напрямую касаются подобных «жидких и горячих» коммуникаций, навыки — первая необходимость. Поэтому тренировка — единственный путь обезопасить себя и соседей от потенциального потопа.
Особенности этой, почти хирургической, операции тоже лучше не раз увидеть воочию, а в этом помогут живые уроки — видеоинструкции. Одну из них, очень популярную, можно посмотреть у нас:
Пайка пластиковых труб: необходимые инструменты, пошаговая инструкция по пайке, советы специалистов

Паять пластиковые трубы можно своими руками, т. к. это более простая задача по сравнению с технологией сварки металлических аналогов. Такой способ стыковки используется для работы с полимерными коммуникациями разных видов. Однако техники пайки пластиковых труб и аналогов с армировкой незначительно различаются. Чтобы избежать ошибок, занимаясь сваркой коммуникаций, изучают рекомендации специалистов.
 Пайка пластиковых труб своими руками.
Пайка пластиковых труб своими руками.
- Виды труб, соединяемых пайкой
- Необходимые инструменты и материалы для пайки
- Припой для пайки
- Флюсы и фитинги
- Ножницы для резки
- Советы по выбору и эксплуатации трубного паяльника
- Суть процесса и способы пайки
- Пошаговая инструкция по пайке пластиковых труб
- Меры безопасности
- Подготовка элементов и деталей
- Подготовка паяльника
- При какой температуре паять пластиковые трубы
- Правила стыковки
- Соединение трубы
- Зачистка и охлаждение соединений
- Проверяем качество соединения
- Частые ошибки
- Советы специалистов
- Пайка в труднодоступных местах и углах
- Соединение пластиковых труб без пайки
- Сварка пластиковых труб большого диаметра
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена — хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием — за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие — хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые — по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.
 Паяльник для пайки пластиковых труб.
Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента — выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Советы по выбору и эксплуатации трубного паяльника
Когда планируется выполнять сварку пластиковых труб своими руками, необходимо подготовить инструмент заранее, т. к. полимерные изделия быстро остывают при нагреве. Основные критерии выбора паяльника для работы с эластичными коммуникациями:
- вид нагревательного элемента: цилиндрический, плоский;
- количество насадок в комплекте, их наружный диаметр, что позволит работать только с трубами заданных размеров;
- мощность — определяет нагревательную способность паяльника, при самостоятельном выполнении работы допустимым является значение до 1,2 кВт, при выборе инструмента учитывают размер соединяемых коммуникаций;
- вид покрытия насадок, важно, чтобы к ним не прилипал полимерный материал во время пайки;
- тип температурного регулятора — влияет на погрешность при определении температуры материала.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа — основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода. Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Помещение, где выполняются сварочные работы, должно проветриваться. Если рядом находится источник воды, важно обезопасить рабочее место. Нельзя допустить, чтобы на паяльник попала жидкость в процессе проведения сварки.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии — целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
 Перед пайкой проводят процедуру обезжиривания трубы.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций — соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
 Последовательность пайки пластиковых труб.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок. Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты. Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура — не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Частые ошибки
Недопустимые действия, который могут привести к снижению качества шовного соединения:
- нарушение температурного режима при нагреве труб: недостаточное тепловое воздействие или, наоборот, перегрев;
- полное удаление наплывов или срезание избыточного количества материала со шва до его остывания;
- приложение избыточной силы при соединении труб, что приведет к ухудшению качества стыка;
- если сварка проводится без предварительной обработки коммуникаций, шов не будет служить долго, т. к. на трубах остается пыль, грязь, что снижает адгезию материалов.
Советы специалистов
Если недостаточно опыта в выполнении сварочных работ, можно изучить рекомендации мастеров.
Пайка в труднодоступных местах и углах
Когда работы выполняют на участках, куда сложно добраться, допустимо нагревать элементы трубопровода последовательно. Сначала на насадку паяльника нужно установить фланец, затем — участок трубы. Чтобы первый из элементов не успел остыть, его следует прогреть сильнее. Для перехода от сложных участков к основной линии трубопровода используют угловые фитинги.
Соединение пластиковых труб без пайки
Если нет сварочного аппарата, рассматривают другие методы:
- Холодная пайка. В данном случае предполагается необходимость нанесения специального клеящего состава на внутренние стенки трубы и наружную поверхность фитинга. Предварительно можно обработать материал наждачкой, затем элементы трубопровода обезжириваются и соединяются.
- Применение компрессионного фитинга: используется соединительный элемент, который фиксируется посредством гайки.
Сварка пластиковых труб большого диаметра
Если появилась необходимость выполнить монтаж более крупных коммуникаций, используют стыковой метод соединения. При этом не применяют фитинги. Между трубами оставляют минимальный зазор, их фиксируют специальным оборудованием. После выполнения центровки переходят к пайке.





